
企業(yè)博客
更多>>貼片晶振上錫應注意幾大要素
來源:http://m.bsgccc.com 作者:kangbidz 2013年10月16
在我們日常生活中,不知道朋友們遇沒遇到這種情況,有時候在打電話的時候會出現(xiàn)嗞嗞嗞…的聲音,還有就是在通話的過程中手機突然藍屏或者黑屏了,還有就是高頻攝像頭會出現(xiàn)不彩,黑白屏的現(xiàn)象.這些都是里面一顆小小的電子元件貼片晶振在作怪,要把晶振融合到PCB板上去,是需要通過錫線把晶振腳和板上腳位焊接起來,如果在回流上錫過程中出現(xiàn)爬錫的現(xiàn)象,就容易出現(xiàn)錫腳焊錫不飽滿,腳位太薄也不容易上錫.有時候我們檢查會發(fā)現(xiàn)明明錫膏已經上去了,但是就是達不到應有的功能.等到做成品出廠之后,由于這種原因就會出現(xiàn)黑白屏和死機藍屏的現(xiàn)象.
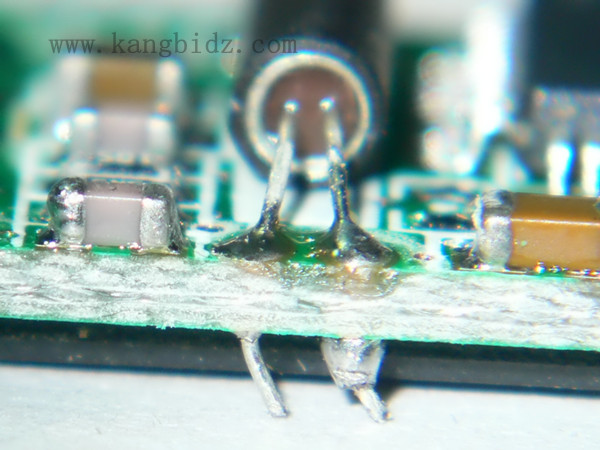
晶振虛焊上錫容易脫落,這是很多生產廠商特別痛恨和苦惱的事情.也是各晶振廠家需要特別留心和注意的.品質的注重和專業(yè)生產技術,貼心的售后服務一直是康比電子的公司警訊.虛焊就是晶振在焊接過程中錫腳沒有焊上去,看似有焊點,實似未焊住.這些虛焊點時通時斷,所以會經常出現(xiàn)信號源時有時無,且不易查找和排除.下面為大家分析和解決晶振上錫的幾大要素.
一、烙鐵頭,潔凈度很重要
原因是通電的電烙鐵頭長期處于高溫狀態(tài),其表面很容易氧化或燒死,使烙鐵頭導熱性能變差而影響焊接質量。所以建議最好是用濕布或濕海綿擦烙鐵頭上的雜質,若溫度過高時,可暫時拔下插頭或蘸松香降溫,隨時使烙鐵頭上掛錫良好。
二、上錫前需注意
焊接之前,一定要看到焊件、焊點表面露出光亮金屬,才能給焊件或焊點表面鍍上錫。
三、焊接溫度,量身選定
根據(jù)元器件大小選用功率合適的電烙鐵,當選用的電烙鐵的功率一定時,應注意控制加熱時間的長短。
四、上錫,量到即止
根據(jù)所需焊點的大小來決定電烙鐵的蘸錫量,使焊錫足夠包裹住被焊韌,形成一個大小合適且圓滑的焊點。
康比電子提醒:焊點也不是錫多、錫大為好,相反,這種焊點虛焊的可能性更大,有可能是焊錫堆積在上面,而不是焊在上面。若一次上錫量不夠,可再次補焊,但一定要等前次上的錫一同被熔化后再移開電烙鐵;若一次上錫量太多,可用烙鐵頭帶走適量。
五、焊接時間,點到即止
焊接時間也是檢驗技術人員焊接技術好壞的重要環(huán)節(jié)。焊接時間過長、溫度過高,還容易燙壞晶振或印制電路板的銅箔。若焊接時間過短,又達不到焊接溫度,焊錫不能充分熔化,影響焊劑的潤濕,易造成虛焊。
六、焊點凝固過程中,切忌觸動焊點
焊點在未完全凝固前,即使有很小的振動也會使焊點變形,引起虛焊。所以在焊點凝固過程中,一定不要觸動焊點。
七、烙鐵頭撤離時,角度很重要
1、當烙鐵頭沿斜上方撤離時,烙鐵頭上帶走少量的錫珠,它可形成圓滑的焊點;
2、當烙鐵頭垂直向上撤離時,可形成拉尖毛刺的焊點
3、當烙鐵頭以水平方向撤離時,烙鐵頭可帶走大部分錫珠。
為了避免虛焊,那就需要對焊面做好清理和上錫,清理掉氧化物后,給焊面先上錫,再焊接就容易了,也不易產生虛焊.
作者—康比電子
晶振虛焊上錫容易脫落,這是很多生產廠商特別痛恨和苦惱的事情.也是各晶振廠家需要特別留心和注意的.品質的注重和專業(yè)生產技術,貼心的售后服務一直是康比電子的公司警訊.虛焊就是晶振在焊接過程中錫腳沒有焊上去,看似有焊點,實似未焊住.這些虛焊點時通時斷,所以會經常出現(xiàn)信號源時有時無,且不易查找和排除.下面為大家分析和解決晶振上錫的幾大要素.
一、烙鐵頭,潔凈度很重要
原因是通電的電烙鐵頭長期處于高溫狀態(tài),其表面很容易氧化或燒死,使烙鐵頭導熱性能變差而影響焊接質量。所以建議最好是用濕布或濕海綿擦烙鐵頭上的雜質,若溫度過高時,可暫時拔下插頭或蘸松香降溫,隨時使烙鐵頭上掛錫良好。
二、上錫前需注意
焊接之前,一定要看到焊件、焊點表面露出光亮金屬,才能給焊件或焊點表面鍍上錫。
三、焊接溫度,量身選定
根據(jù)元器件大小選用功率合適的電烙鐵,當選用的電烙鐵的功率一定時,應注意控制加熱時間的長短。
四、上錫,量到即止
根據(jù)所需焊點的大小來決定電烙鐵的蘸錫量,使焊錫足夠包裹住被焊韌,形成一個大小合適且圓滑的焊點。
康比電子提醒:焊點也不是錫多、錫大為好,相反,這種焊點虛焊的可能性更大,有可能是焊錫堆積在上面,而不是焊在上面。若一次上錫量不夠,可再次補焊,但一定要等前次上的錫一同被熔化后再移開電烙鐵;若一次上錫量太多,可用烙鐵頭帶走適量。
五、焊接時間,點到即止
焊接時間也是檢驗技術人員焊接技術好壞的重要環(huán)節(jié)。焊接時間過長、溫度過高,還容易燙壞晶振或印制電路板的銅箔。若焊接時間過短,又達不到焊接溫度,焊錫不能充分熔化,影響焊劑的潤濕,易造成虛焊。
六、焊點凝固過程中,切忌觸動焊點
焊點在未完全凝固前,即使有很小的振動也會使焊點變形,引起虛焊。所以在焊點凝固過程中,一定不要觸動焊點。
七、烙鐵頭撤離時,角度很重要
1、當烙鐵頭沿斜上方撤離時,烙鐵頭上帶走少量的錫珠,它可形成圓滑的焊點;
2、當烙鐵頭垂直向上撤離時,可形成拉尖毛刺的焊點
3、當烙鐵頭以水平方向撤離時,烙鐵頭可帶走大部分錫珠。
為了避免虛焊,那就需要對焊面做好清理和上錫,清理掉氧化物后,給焊面先上錫,再焊接就容易了,也不易產生虛焊.
作者—康比電子
正在載入評論數(shù)據(jù)...
相關資訊
- [2024-05-24]Silicon Labs無線物聯(lián)網解決方案...
- [2024-05-22]ConnorWinfield晶振125系列振蕩...
- [2024-05-21]Suntsu影響電子元件成本的關鍵因...
- [2024-04-22]米利倫GPSDO振蕩器可作為堅固的...
- [2024-04-19]QuartzCom提供廣泛的VCTCXO振蕩...
- [2024-04-17]彼得曼M1610-32.768kHz-20ppm-1...
- [2024-04-15]ConnorWinfield提供了SM34用于網...
- [2024-04-13]微晶RV-3032-C7TAQC實時時鐘模塊...
消息")
