企業博客
更多>>美國測試晶振耐焊熱標準方法
來源:http://m.bsgccc.com 作者:康比電子 2019年01月25
作為一個合格的晶振元件制造商,除了要不斷滿足客戶在市場的需求以外,主要還是關于晶振產品的質量.以及是否具備優良的耐高溫,耐抗擊等特點.如下面康比電子要介紹的關于電子元器件的標準測試方法,美國MIL-STD-202G 標準測試方法.這是適用于所有電子元器件的測試方法.從中有多種焊接方式的要點.材料等個各種說明.
耐焊接熱
1.目的.
執行該測試是為了確定導線和其他部件是否能夠承受焊接過程中它們將受到的熱量的影響(烙鐵,焊料浸漬,焊料波或焊料回流).熱量可以通過終端傳導到部件中,或者當非常接近部件主體時來自焊料池的輻射熱,或者兩者兼有.就輻射和傳導的熱量而言,焊料浸漬法被用作波峰焊中遇到的條件的相當接近的模擬.該測試還旨在評估組件可能暴露于回流技術的影響.焊接熱會導致回流焊,這可能會影響部件的電氣特性,并可能會對石英晶振類組成部件的材料造成機械損壞,例如端子或繞組松動,絕緣軟化,焊料密封打開以及機械接頭弱化.
2.儀器.
2.1焊料罐.應使用一個尺寸足以容納安裝板(見2.4)的靜態焊料罐,并將端子浸入焊料浸漬指定的深度(不接觸罐的底部).該設備應能夠將焊料保持在規定的溫度.焊料池溫度應在罐的中心測量,深度至少為0.500英寸(12.7mm),但低于焊料表面不超過1英寸(25.4mm).
2.2散熱器或屏蔽.除非散熱器或屏蔽是部件的一部分,否則禁止使用.適用時,應在單獨的規范中規定散熱器或屏蔽,包括所有細節,如材料,尺寸,連接方法和必要保護的位置.
2.3固定裝置.必要時,固定裝置應由不可焊接材料制成,其設計應使其與部件的接觸最小(即,散熱器最小).此外,當固定時,它們不應在部件上施加過大的應力.
2.4安裝板.安裝板,符合IPC-4101的NEMA等級FR-4,9平方英寸(即3×3,1×9等).),除非另有規定,否則應使用最小面積.062英寸.0075英寸(1.57毫米.191毫米)厚.部件引線孔應鉆孔,使得孔和部件端子之間的直徑間隙不得超過.015英寸(0.38mm).不得使用金屬孔眼或饋通孔.當在個別規范中規定時,表面安裝板應具有足夠尺寸和數量的襯墊,以容納被測試的部件.
2.5烙鐵.應使用能夠保持350°C±10°C溫度的烙鐵.
2.6回流室.回流室或等同物(汽相回流(VPR)室,紅外回流(IRR)爐,空氣循環爐等).)的尺寸應足以容納待測試的安裝板和部件.該室應能產生規定的加熱速率,溫度和環境.
2.7溫度測量.應使用不影響樣品加熱速率的低質量熱電偶.建議使用溫度記錄設備.設備應能在感興趣的溫度范圍內保持1°C的精度.
3.材料.
3.1焊料.
根據ANSI/J-STD-006"電子級焊料合金和電子焊接用助焊劑和非助焊劑固體焊料的要求"或ANSI/J-STD-005"焊膏要求",焊料或焊膏應為標稱錫含量為50%至70%的錫鉛合金.當在單個規范中規定時,可以使用其他焊料,只要它們在規定的溫度下熔化.
3.2通量.
當使用助焊劑時,它應符合ANSI/J-STD-004"助焊劑要求"的A型,或個別規范中的規定.
3.3VPR流體.
應使用沸點為215°C的全氟化碳流體.
4.程序.
4.1標本的特殊準備.
測試前的任何特殊貼片晶振樣品制備應符合個別規范的規定.這可能包括具體的說明,如在焊料浸入之前彎曲或任何其他終端位置的重新定位,清潔,助焊劑的應用,預鍍,散熱器的連接或保護性屏蔽(見2.2).
4.2焊料池的準備.
應攪拌熔融焊料,以確保溫度均勻.焊料表面應保持干凈明亮.
4.3焊劑的應用.
當使用助焊劑時,待測試的端子應浸入助焊劑中(見3.2),該助焊劑處于室溫下,達到規定的焊料浸入深度.浸泡時間應為5秒至10秒.
4.4試驗條件.
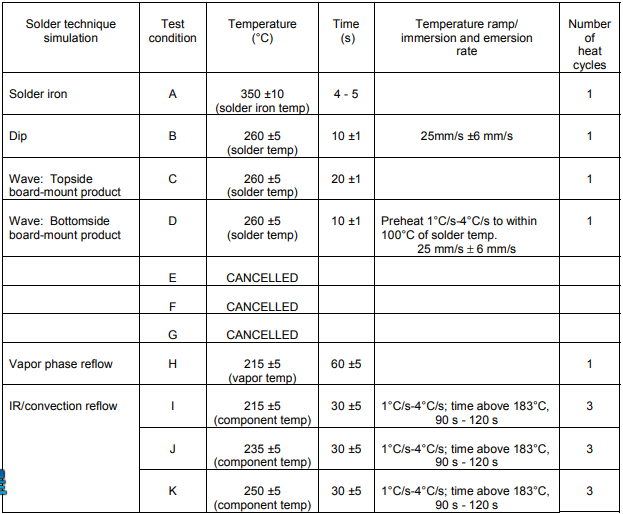
除非個別規范中另有規定,否則應在連接至部件的所有焊接端子上進行測試.這些測試條件涵蓋了六種焊接技術.測試條件概述如下,見表一.
測試條件A:烙鐵-手工焊接
測試條件B:焊料浸漬-模擬含鉛部件的熱焊料浸漬(鍍錫).
測試條件C:波峰焊料-模擬頂板安裝產品的波峰焊料.
測試條件D:波峰焊料-模擬底板安裝產品的波峰焊料.
測試條件H:不預熱的VPR-VPR環境.
焊杯,通孔部件,接頭和接線柱
終端,焊料孔眼終端.
測試條件I,J,K:紅外/對流回流-模擬內部反射率,自然對流和強制空氣
表一.測試條件.
4.4.1試驗條件A:烙鐵.
a.當測試焊料杯,接片和焊后終端或焊料孔眼終端時,應采用適當的方式連接為焊料終端適當準備的適用導線尺寸.測試板安裝部件時,部件應放置在安裝板上(見2.4).
b.當規定時,部件應被流動(見4.3).除非另有規定,否則應使用符合2.5的烙鐵.
d.烙鐵應加熱至350°C±10°C,并持續4秒鐘施加到終端,以表I中規定的5秒鐘.焊料和鐵應施用于組件中最靠近產品可能經歷的部件主體的區域.對于表面安裝部件,熨斗應僅放置在襯墊上.
e.去除鐵,使部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
f.部件應在10倍放大下進行目視檢查.
4.4.2測試條件B:焊料浸漬.
a.將部件放置在適當的夾具中(見2.3).
b.如有規定,導線應被流動(見4.3).
c.溫度,浸沒和再現速率,浸沒持續時間和加熱次數的具體組合應符合表I的規定.除非另有規定,終端應浸沒在部件主體的0.050英寸(1.27mm)以內.如果部件的幾何形狀允許,終端應同時浸入.
浸焊后,應允許部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
e.部件應在10倍放大下進行目視檢查.
4.4.3測試條件C:波浪焊料-頂側板安裝部件.
a.被測有源晶振及其他部件應安裝在安裝板上(見2.4).
導線:導線應穿過板孔,并從垂直于板的直線彎曲至少30度.引線應從板的底部延伸0.050英寸到0.100英寸(1.27mm到2.54mm).除非另有規定,否則軸向引線應在距離主體,孔眼圓角或焊縫0.06英寸至0.08英寸(1.5mm至2.1mm)的位置彎曲90度(見圖210-1).
引腳引線:如果組件設計有剛性引腳引線,則應保留端子的全長.不得切割或彎曲引腳引線(見圖210-1).
b.如有規定,導線應被流動(見4.3).
c.溫度,持續時間和加熱次數的具體組合應符合表一的規定安裝在板上的部件應浸入焊料罐中,使板的底部漂浮在熔化的焊料上.漂浮后,應允許部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
f.部件應在10倍放大下進行目視檢查.
4.4.4試驗條件D:波形焊料-底側板安裝產品.
a.將部件放置在適當的夾具中(見2.3).
b.如有規定,終端應流動(見4.3).
c.溫度,預熱條件,浸沒和再現速率,浸沒持續時間和加熱次數的具體組合應符合表I的規定
根據4.4.4c,部件應預熱并完全浸入焊料池中浸泡后,應允許部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
f.部件應在10倍放大下進行目視檢查.
4.4.5測試條件H:氣相回流焊接.
a.部件應安裝在安裝板上(見2.4).通孔安裝部件應使它們的端子插入端接孔中.表面安裝組件應放置在板的頂部.
b.應使用足夠大的試驗箱(見2.6),以便懸掛安裝板觸摸側面或溶液.VPR流體應放置在測試室內,并應加熱至沸騰.懸掛安裝板前,溶液應沸騰5分鐘.
c.溫度,暴露持續時間和加熱次數的具體組合應符合表一的規定
d.在室平衡后,安裝板應懸掛在水平面內的蒸汽中.安裝板不得接觸溶液.
e.加熱后,應允許部件在室溫條件下冷卻和穩定.如果使用焊膏,應使用適當的溶液清潔部件.
f.部件應在10倍放大下進行目視檢查.
4.4.6試驗條件I,J,K:內燃/對流回流焊接.
a.部件應安裝在安裝板上(見2.4).通孔安裝部件應使它們的端子插入端接孔中.
b.表面安裝組件應放置在板的頂部.應使用2.6中規定的測試室.
c.應在遠離邊緣的適當位置將低質量熱電偶緊緊地連接到部件上.
d.溫度,預熱,持續時間和加熱次數的具體組合應符合表I中的試驗條件I,J或K以及個別采購文件的規定.
e.板應放入測試室內,通過熱電偶測量,部件的溫度以1°C/s至4°C/s的速度上升.組件應在183°C以上持續90秒至120秒,并保持在試驗條件指定的最終溫度和時間.然后將組件冷卻至室溫.這構成一個熱循環.組件應暴露于三個熱循環.
f.部件應在10倍放大下進行目視檢查.
5.檢查和測量.
試驗前后進行的檢查和測量(如適用)應符合個別規范的規定.程序完成后,應允許晶振在室溫條件下冷卻和穩定,時間見個別規范.
5.1內部檢查.如有規定,應在試驗后對零件進行內部檢查,以檢查焊料回流或熱損壞.
6.摘要.以下細節將在個別規范中指定:
a.禁止使用散熱器或屏蔽,除非它們是部件的一部分(見2.2).
b.安裝板,如果不同于規定的安裝板(見2.4).
c.焊料,如果不同于規定的焊料(見3.1).
d.通量,如果適用且不同于規定的通量(見3.2,4.1和4.3).
e.不需要測試的焊接終端(如適用)(見4.4).
f.樣品的特殊制備(如適用)(見4.1).
如果與規定的不同,浸入熔融焊料的深度(見4.4.2).
最終檢查和測量前的冷卻時間(見4.4和5).
測試前后的檢查和測量(如適用)(見5).
內部檢查方法,如果需要(見5.1).
耐焊接熱
1.目的.
執行該測試是為了確定導線和其他部件是否能夠承受焊接過程中它們將受到的熱量的影響(烙鐵,焊料浸漬,焊料波或焊料回流).熱量可以通過終端傳導到部件中,或者當非常接近部件主體時來自焊料池的輻射熱,或者兩者兼有.就輻射和傳導的熱量而言,焊料浸漬法被用作波峰焊中遇到的條件的相當接近的模擬.該測試還旨在評估組件可能暴露于回流技術的影響.焊接熱會導致回流焊,這可能會影響部件的電氣特性,并可能會對石英晶振類組成部件的材料造成機械損壞,例如端子或繞組松動,絕緣軟化,焊料密封打開以及機械接頭弱化.
2.儀器.
2.1焊料罐.應使用一個尺寸足以容納安裝板(見2.4)的靜態焊料罐,并將端子浸入焊料浸漬指定的深度(不接觸罐的底部).該設備應能夠將焊料保持在規定的溫度.焊料池溫度應在罐的中心測量,深度至少為0.500英寸(12.7mm),但低于焊料表面不超過1英寸(25.4mm).
2.2散熱器或屏蔽.除非散熱器或屏蔽是部件的一部分,否則禁止使用.適用時,應在單獨的規范中規定散熱器或屏蔽,包括所有細節,如材料,尺寸,連接方法和必要保護的位置.
2.3固定裝置.必要時,固定裝置應由不可焊接材料制成,其設計應使其與部件的接觸最小(即,散熱器最小).此外,當固定時,它們不應在部件上施加過大的應力.
2.4安裝板.安裝板,符合IPC-4101的NEMA等級FR-4,9平方英寸(即3×3,1×9等).),除非另有規定,否則應使用最小面積.062英寸.0075英寸(1.57毫米.191毫米)厚.部件引線孔應鉆孔,使得孔和部件端子之間的直徑間隙不得超過.015英寸(0.38mm).不得使用金屬孔眼或饋通孔.當在個別規范中規定時,表面安裝板應具有足夠尺寸和數量的襯墊,以容納被測試的部件.
2.5烙鐵.應使用能夠保持350°C±10°C溫度的烙鐵.
2.6回流室.回流室或等同物(汽相回流(VPR)室,紅外回流(IRR)爐,空氣循環爐等).)的尺寸應足以容納待測試的安裝板和部件.該室應能產生規定的加熱速率,溫度和環境.
2.7溫度測量.應使用不影響樣品加熱速率的低質量熱電偶.建議使用溫度記錄設備.設備應能在感興趣的溫度范圍內保持1°C的精度.
3.材料.
3.1焊料.
根據ANSI/J-STD-006"電子級焊料合金和電子焊接用助焊劑和非助焊劑固體焊料的要求"或ANSI/J-STD-005"焊膏要求",焊料或焊膏應為標稱錫含量為50%至70%的錫鉛合金.當在單個規范中規定時,可以使用其他焊料,只要它們在規定的溫度下熔化.
3.2通量.
當使用助焊劑時,它應符合ANSI/J-STD-004"助焊劑要求"的A型,或個別規范中的規定.
3.3VPR流體.
應使用沸點為215°C的全氟化碳流體.
4.程序.
4.1標本的特殊準備.
測試前的任何特殊貼片晶振樣品制備應符合個別規范的規定.這可能包括具體的說明,如在焊料浸入之前彎曲或任何其他終端位置的重新定位,清潔,助焊劑的應用,預鍍,散熱器的連接或保護性屏蔽(見2.2).
4.2焊料池的準備.
應攪拌熔融焊料,以確保溫度均勻.焊料表面應保持干凈明亮.
4.3焊劑的應用.
當使用助焊劑時,待測試的端子應浸入助焊劑中(見3.2),該助焊劑處于室溫下,達到規定的焊料浸入深度.浸泡時間應為5秒至10秒.
4.4試驗條件.
除非個別規范中另有規定,否則應在連接至部件的所有焊接端子上進行測試.這些測試條件涵蓋了六種焊接技術.測試條件概述如下,見表一.
測試條件A:烙鐵-手工焊接
測試條件B:焊料浸漬-模擬含鉛部件的熱焊料浸漬(鍍錫).
測試條件C:波峰焊料-模擬頂板安裝產品的波峰焊料.
測試條件D:波峰焊料-模擬底板安裝產品的波峰焊料.
測試條件H:不預熱的VPR-VPR環境.
焊杯,通孔部件,接頭和接線柱
終端,焊料孔眼終端.
測試條件I,J,K:紅外/對流回流-模擬內部反射率,自然對流和強制空氣
表一.測試條件.
測試條件E被取消;使用測試條件C.
測試條件F被取消;使用測試條件B.
測試條件G被取消.
對流回流環境.測試條件F被取消;使用測試條件B.
測試條件G被取消.
4.4.1試驗條件A:烙鐵.
a.當測試焊料杯,接片和焊后終端或焊料孔眼終端時,應采用適當的方式連接為焊料終端適當準備的適用導線尺寸.測試板安裝部件時,部件應放置在安裝板上(見2.4).
b.當規定時,部件應被流動(見4.3).除非另有規定,否則應使用符合2.5的烙鐵.
d.烙鐵應加熱至350°C±10°C,并持續4秒鐘施加到終端,以表I中規定的5秒鐘.焊料和鐵應施用于組件中最靠近產品可能經歷的部件主體的區域.對于表面安裝部件,熨斗應僅放置在襯墊上.
e.去除鐵,使部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
f.部件應在10倍放大下進行目視檢查.
4.4.2測試條件B:焊料浸漬.
a.將部件放置在適當的夾具中(見2.3).
b.如有規定,導線應被流動(見4.3).
c.溫度,浸沒和再現速率,浸沒持續時間和加熱次數的具體組合應符合表I的規定.除非另有規定,終端應浸沒在部件主體的0.050英寸(1.27mm)以內.如果部件的幾何形狀允許,終端應同時浸入.
浸焊后,應允許部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
e.部件應在10倍放大下進行目視檢查.
4.4.3測試條件C:波浪焊料-頂側板安裝部件.
a.被測有源晶振及其他部件應安裝在安裝板上(見2.4).
導線:導線應穿過板孔,并從垂直于板的直線彎曲至少30度.引線應從板的底部延伸0.050英寸到0.100英寸(1.27mm到2.54mm).除非另有規定,否則軸向引線應在距離主體,孔眼圓角或焊縫0.06英寸至0.08英寸(1.5mm至2.1mm)的位置彎曲90度(見圖210-1).
引腳引線:如果組件設計有剛性引腳引線,則應保留端子的全長.不得切割或彎曲引腳引線(見圖210-1).
b.如有規定,導線應被流動(見4.3).
c.溫度,持續時間和加熱次數的具體組合應符合表一的規定安裝在板上的部件應浸入焊料罐中,使板的底部漂浮在熔化的焊料上.漂浮后,應允許部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
f.部件應在10倍放大下進行目視檢查.
4.4.4試驗條件D:波形焊料-底側板安裝產品.
a.將部件放置在適當的夾具中(見2.3).
b.如有規定,終端應流動(見4.3).
c.溫度,預熱條件,浸沒和再現速率,浸沒持續時間和加熱次數的具體組合應符合表I的規定
根據4.4.4c,部件應預熱并完全浸入焊料池中浸泡后,應允許部件在室溫條件下冷卻和穩定.如果使用助焊劑,應使用適當的清洗溶液清洗部件.
f.部件應在10倍放大下進行目視檢查.
4.4.5測試條件H:氣相回流焊接.
a.部件應安裝在安裝板上(見2.4).通孔安裝部件應使它們的端子插入端接孔中.表面安裝組件應放置在板的頂部.
b.應使用足夠大的試驗箱(見2.6),以便懸掛安裝板觸摸側面或溶液.VPR流體應放置在測試室內,并應加熱至沸騰.懸掛安裝板前,溶液應沸騰5分鐘.
c.溫度,暴露持續時間和加熱次數的具體組合應符合表一的規定
d.在室平衡后,安裝板應懸掛在水平面內的蒸汽中.安裝板不得接觸溶液.
e.加熱后,應允許部件在室溫條件下冷卻和穩定.如果使用焊膏,應使用適當的溶液清潔部件.
f.部件應在10倍放大下進行目視檢查.
4.4.6試驗條件I,J,K:內燃/對流回流焊接.
a.部件應安裝在安裝板上(見2.4).通孔安裝部件應使它們的端子插入端接孔中.
b.表面安裝組件應放置在板的頂部.應使用2.6中規定的測試室.
c.應在遠離邊緣的適當位置將低質量熱電偶緊緊地連接到部件上.
d.溫度,預熱,持續時間和加熱次數的具體組合應符合表I中的試驗條件I,J或K以及個別采購文件的規定.
e.板應放入測試室內,通過熱電偶測量,部件的溫度以1°C/s至4°C/s的速度上升.組件應在183°C以上持續90秒至120秒,并保持在試驗條件指定的最終溫度和時間.然后將組件冷卻至室溫.這構成一個熱循環.組件應暴露于三個熱循環.
f.部件應在10倍放大下進行目視檢查.
5.檢查和測量.
試驗前后進行的檢查和測量(如適用)應符合個別規范的規定.程序完成后,應允許晶振在室溫條件下冷卻和穩定,時間見個別規范.
5.1內部檢查.如有規定,應在試驗后對零件進行內部檢查,以檢查焊料回流或熱損壞.
6.摘要.以下細節將在個別規范中指定:
a.禁止使用散熱器或屏蔽,除非它們是部件的一部分(見2.2).
b.安裝板,如果不同于規定的安裝板(見2.4).
c.焊料,如果不同于規定的焊料(見3.1).
d.通量,如果適用且不同于規定的通量(見3.2,4.1和4.3).
e.不需要測試的焊接終端(如適用)(見4.4).
f.樣品的特殊制備(如適用)(見4.1).
如果與規定的不同,浸入熔融焊料的深度(見4.4.2).
最終檢查和測量前的冷卻時間(見4.4和5).
測試前后的檢查和測量(如適用)(見5).
內部檢查方法,如果需要(見5.1).
正在載入評論數據...
相關資訊
- [2023-07-12]第二篇:6G光模塊應用晶振X1G00...
- [2023-06-28]6G無線晶振KX-327RT是可穿戴設備...
- [2019-08-29]具備軍用溫度范圍的高利奇32.76...
- [2019-08-20]大河晶振四大產品優勢
- [2019-08-08]高度穩定的32.768K溫補晶振
- [2019-07-29]DSB211SDN溫補晶振寬溫度范圍內...
- [2019-07-26]SiTime推出用于航空航天和國防市...
- [2019-07-16]目前是世界上最小的溫補晶振